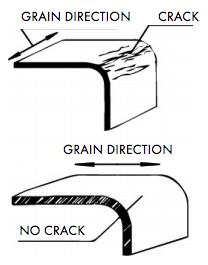
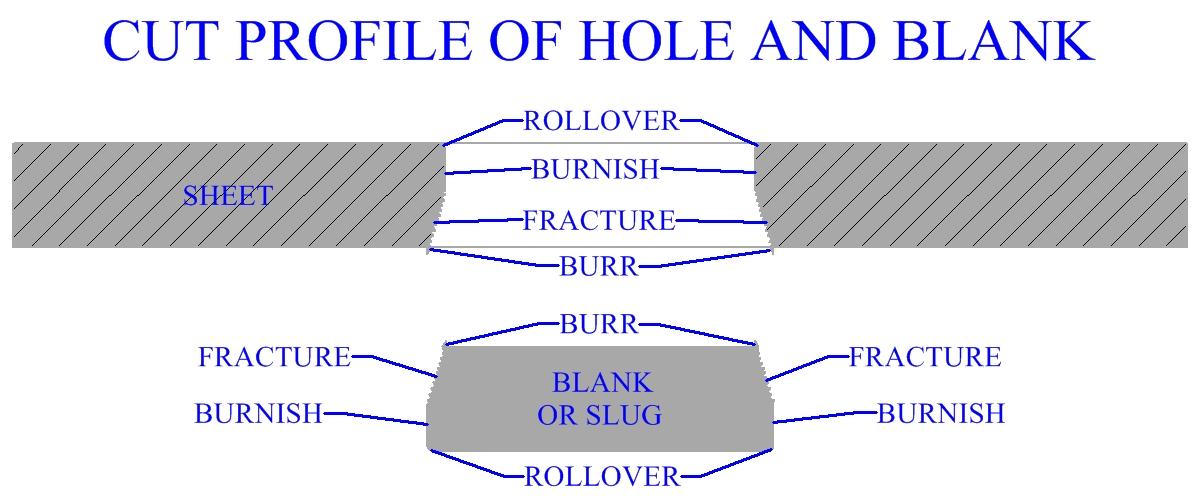
Burr Direction In Sheet Metal

Metal Blanking Process By Advantage Fabricated Metals
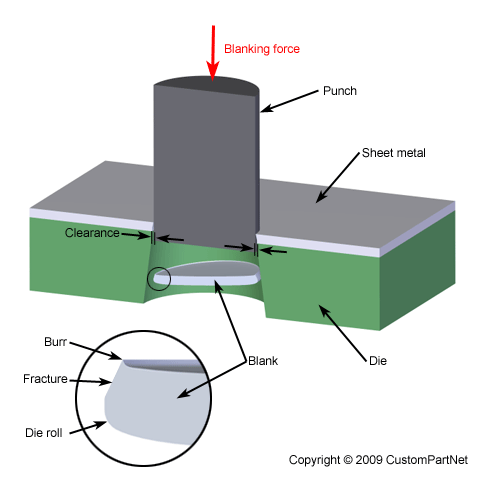
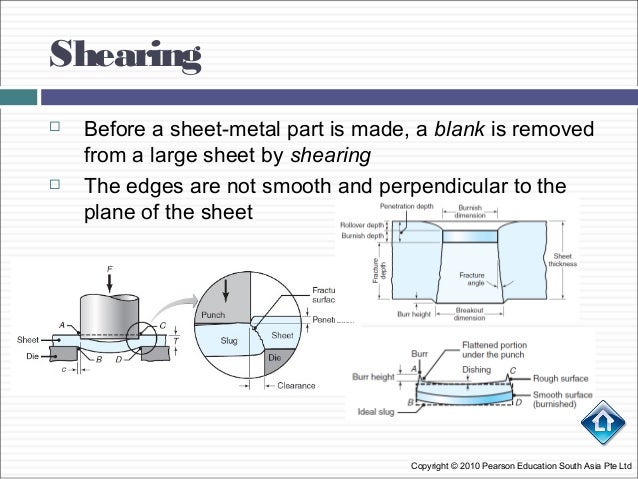
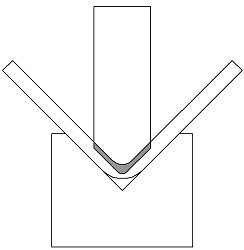
Sheet Metal Cutting Shearing

Pin On Gadgets
Press Dies Tutorial Technical Tutorial Misumi
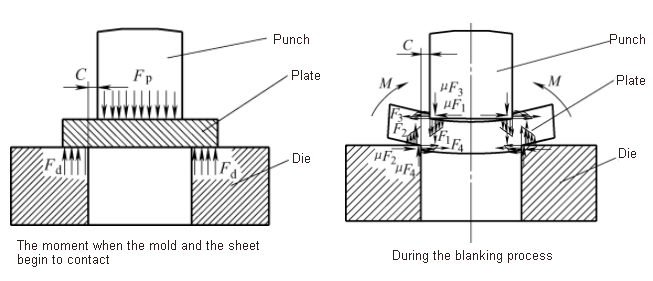
Metal Stamping And Die Design Blanking Machinemfg
What Is Metal Stamping Esi Engineering
That speed increase would reduce the heat input and the ablation and restore the gas flow dynamics to its proper state.
Burr direction in sheet metal.
Following Dfm Guidelines For Working With Sheet Metal Machine Design

Forming On The Modern Punch Press Sheet Metal Fabrication S Swiss Army Knife Mate
Sheet Metal Processes
Sheet Metal Forming Processes And Equipment Machinemfg
Coining Sheet Metal Sheetmetal Me
Methods For Fastening Sheet Metal Without Fasteners Machine Design

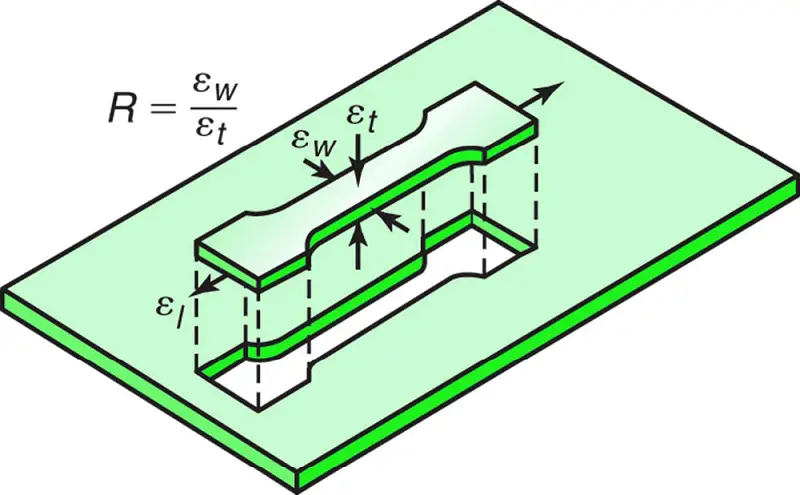
Chapter 6 Sheet Metal Forming Anisotropy Another Important Factor Influencing Sheet Metal Forming Is Anisotropy Or Directionally Of The Sheet Ppt Download
Sheet Metal Design The Definitive Guide Engineer S Handbook Machinemfg

How To Make A Radius Bending Fixture For Sheet Metal Metal Bending Tools Metal Bending Metal Shaping

Pin On Backyardequip Com

Z Offset Direction Direction Marlin 3d Printer Anet A8 Tronxy P802m Every Time I Needed To Adjust The Level Between A Bed An 3d Printer Marlin My Images

Cast Iron Ci Casting Suppliers And Manufacturers Generally Categorized The Valves Manufacturing Process Into Two Me Machining Process It Cast Waste Solutions

Four High Rolling Mill Rolling Mill Rolls Steel Mill

Pin On Tools

Pin On Pipeline

Pin On Plastic Injection Molding Design

Diesmtc Blogspot Com Equipment Sheet Metal Forming 2

Ferrum Welding And Metal Works Psd Template Metal Welding Ferrum Template Forest Illustrations Metal Welding Psd Templates Welding Crafts
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctufq3 Jxgfqe0ucsym7whllvnsnuk5cxim64u4vicbnghgv Jz Usqp Cau

Design Considerations For Sheet Metal Parts
Sheet Metal Cutting Tri State Fabricators

Nut Operated Wedge Lever Clamping Mechanism Youtube Mechanical Design Tool Design Mechanic

Tool And Die Whatsapp 86 15962536891 Plastic Injection Molding Plastic Injection Injection Moulding

Nibbler Cutter Drill Attachment Double Head Metal Sheet In 2020 Metal Cutter Metal Sheet Metal
Source : pinterest.com
